联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
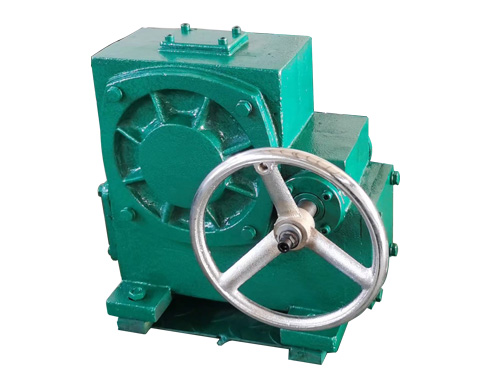
齿轮减速机可以旋转,但工作电流超过额定电流,称为过载,齿轮减速机过载的基本表现是:虽然电流超过了额定电流,但过剩强度不大,一般不会产生大量的冲击电流。一旦齿轮减速机过载,大家要找出其过载的原因,然后选择适当的方法来处理齿轮减速机的过载问题。
一、检查电机侧三相电压是否平衡。
如果齿轮减速机侧三相电压不平衡,检查电机侧三相电压是否不平衡,软启动器输出是否平衡,如果不平衡,问题就出在软启动器上。
二、如果电机侧三相电压平衡,应掌握断电时的输出功率。
如果齿轮减速机的输出功率低,不采用闭环控制,先降低U/f比,如果减载后仍能驱动负载,说明原来设定的U/f比过高,励磁电流高值过大,降低U/f比可以降低电流,如果动态负载增加,应增加软启动器的体积,如果软启动器具有闭环控制功能,应选择闭环控制模式。
三、检查齿轮减速机是否热。
如果电机温度不高,检查软启动器电子元件的热维护功能是否预期,如果软启动器仍有余量,则应移除电子设备热维护功能的预设值。
如果齿轮减速机的硬度达不到要求,长期使用,或者机器在过载环境下使用时,会加速硬齿轮的磨损,影响传动系统的正常运转,为了使机器正常运转,避免不需要的损坏,我们可以通过以下方法解决机器磨损问题:
一、和齿轮减速机的轴面和轴孔磨损时,可通过电镀恢复零件原有精度。
二、如果分散机、油漆分散机、实验室分散机和真空分散机损坏,如齿轮齿断裂,则无法修理,需要重新加工新零件。
三、定期清洗减速机,运行中不要替换硬件设施或添加清洁剂,确定变速箱稳定运行。
四、选择机器类型,确定机器的稳定系数,严格按照说明书操作,发挥其功效。
齿轮减速机在加工生产中,当出现磨损问题时,需要通过上述方法解决,如果还是解决不了,需要技术人士处理。
减速机使用齿面淬火或硬度较不错的钢材为原材料,这样做是为了提升减速机的运转速率和性能,可是因为蜗杆减速机的转动方式是摩擦传动,因而在运转过程中会形成大量的热,温度提升很快,长此以往热量在减速机各零部件部件与密封之间会形成热量膨胀,从而引起减速机零配件表面形成间距,再加上润滑油温度升高稠密度的降低,长期使用后,易产生减速机漏油现象和严重的齿面磨损,从而形成抖动或异响等现象。
因而通过对故障进行分析我们总结故障原因主要有如下四点:
一、啮合齿面的加工质量未达标。
二、选择的润滑油不。
三、蜗杆减速机所选材质的使用与搭配不。
四、设备安装质量和工作环境方面的因素。
在零部件加工和选材的时候应该严格把控,在蜗杆减速机的配置和零配件替换的过程中要防止用铁锤等工具剧烈敲打,并采用原装的轴承、油封等零部件替换,应使用适宜的润滑油对壳体的腔体进行保护蜗杆,以防止磨损或齿面锈蚀。
减速机出现异常变烫要妥善处理:
在减速机应用环节中,常常碰到减速机工作时变烫。导致内部蜗轮蜗杆的损坏。如果发觉变烫严重状况,请马上停止工作,找到减速机发烫的原因并进行清理。由于减速机如果变烫严重就会使蜗轮与蜗杆的系数下降,导致减速机内部件快损坏。下列是减速机变烫的常见故障原因和常见的处理方法:
一、超负荷运载,润滑油过少或过高,润滑油不良或不适当,油封过度摩擦,出力轴与传动装置连接不当清理方式:调整至适当负荷或选大机型,依标识添加适当润滑油,油排出后添加适当润滑油,在油封处滴数滴润滑油,调整至适当位置减速机杂音。
二、传动装置固定不良,蜗轮磨耗或损伤,轴承磨耗或损伤,螺栓松动,杂物侵入清理方式:固定传动装置,替换蜗轮,替换轴承,扭紧螺栓,去掉杂物并替换润滑油漏油。
三、油封损伤,密封垫片损坏,油位过高,油塞松动,油标损坏清理方式:替换油封,替换密封垫片,添加适量润滑油,扭紧油塞,替换油标入力或出力轴不转。
四、超负何工作,润滑油不良或不适当,润滑油不足,轴承损坏,工作温度过高。
五、蜗轮、蜗杆啮合不良,轴承损伤或间隙过大,润滑油不足,杂物侵入清理方式,修整齿接触面,替换轴承,依标识添加适量润滑油,去掉杂物并替换润滑油异常振动。调整至适当负何,替换适当润滑油,依标识添加适当润滑油,替换轴承,改进通风环境。