联系人:吕振石
手机:13230773833
手机:13513025408
邮件:hbjxjsj@163.com
网址:http://www.hbjxjsj.com
地址:河北省吴桥县杨家寺金铝工业园
升降机焊前收拾焊前有需要将该轴焊接部位的坡口及钝边表面铁锈、油污、水分及氧化皮除去,选择用火焰烘烤除去水、油,然后用手工砂布或砂轮机打磨,进行除锈处理。氧化皮可直接选用砂轮机打磨进行除去,关于一些较难清洗的油污则选用丙酮或乙醇清洗。
丝杆滚压依赖于基材的塑性即基材的变形功用,以便长期地将滚轮的形状压在工件的坯件中。被切削资料优良的塑性通常会导致构成胶质切屑,并在刀具上构成积屑瘤。例如铸铁没有适合的活动特性,因此不适合进行丝杆滚压加工。毛坯资料因丝杆滚压进程中的压力而发作塑性变形,因此会发作小5百分之的延伸率以及大246,000磅/平方英寸的拉伸强度。在丝杆滚压操作中,在工件的轴向、切向或径向设备一个滚轮架。尽管每种滚轮架都选用相同的底子操作原理,但不同的丝杆加工运用场合需求选用不同的方法靠近工件毛坯。
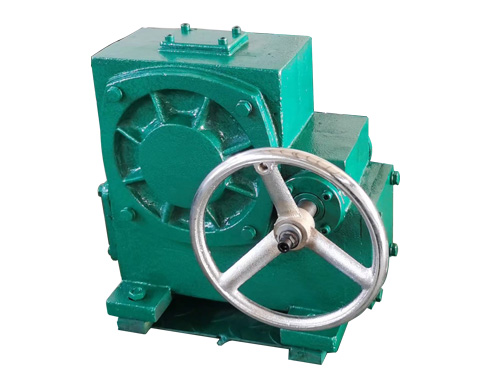
螺旋升降机又称为丝杠升降机,被普遍用于机械。修建、化工、诊治等卫生各行业。能按相应程序准确地操控调整提升或推动的高度,能够用电动机或其它动力直接带动,也能够手动。内部结构为蜗轮蜗杆丝杠螺母,选用电动驱动完成升降功用。下面介绍一下过关螺旋升降机在运用中呈现的问题及解决方法,协助用户朋友快排出毛病。
选择设备及资料鉴于施工现场条件,对该轴选用手工电弧焊焊接方法。焊接设备选用BX1-330型交流焊弧机。电源选用直流电源,反联接(焊条接正级)。为进步焊缝的抗裂性能及强度,焊接资料选用低氢型J507(E5015)碱性焊条进行焊接,焊接前将焊条进行1~2h烘焙,使其温度抵达350℃,然后存放在100~150℃的保温箱中,运用时取出放在单调筒内,规划焊接坡口及空地焊接前将该轴开裂部位加工平整,一同为减小焊接应力,在焊接坡口的规划上采用了相应方法。主要根据开裂情况及零件直径规划了U型坡口,坡口上宽为20mm,深层为37mm。为使坡口形状一起,将开裂部位端面加工平整后,选用成型车刀进行坡口加工。
为避免应力会合,坡口各部位应倒圆,以减少母材熔入焊缝金属中的比例,避免焊接裂纹的发作。焊接空地对焊缝质量也有重要影响,空地过小易发作未焊透或焊缝堆积过高的缺陷,空地过大则简略烧穿。该轴焊接空地选择为2mm。
蜗轮磨损快,蜗轮一般选用锡青铜。螺旋升降机正常运转时磨损很慢,某些螺旋升降机能够运用10年以上。假如磨损速度过快,就要考虑起初选型是否正确,是否超负荷运转,蜗轮蜗杆的原料、装置质量和运用环境等原因。
蜗杆轴承损坏,发作毛病时,即便减速箱密封杰出,仍是常常发现螺旋升降机内的齿轮油被乳化,轴承生锈、腐蚀、损坏。这是由于螺旋升降机在运转一段时间后,齿轮油温度升高又冷却后发生的凝结水与油混合。当然,也与轴承质量及装置工艺密切相关。
可购买或克己一些用东西,拆开和装置螺旋升降机部件时,尽量避免用锤子等其他东西敲击,替换齿轮、蜗轮蜗杆时,尽量选用原厂配件和成对替换,装置输出轴时,要注意公役合作,要运用防粘剂或红丹油维护空心轴,避免磨损生锈或合作面积垢,修理时难拆开。